If this is your company, CONTACT US to activate Packbase™ software to build your portal.
From waste paper to high quality graphic board
The journey that waste paper takes before it can reach its final board destination, goes through various stages. The infographic will lead you through these steps and let's you discover the transformation from waste paper into graphic board.
Stock preparation
1. Pulper
Bales of waste paper are fed into the pulper (a steel cauldron, fitted with a rotor arm), filled with water. The soaked paper starts to dissolve. The turbulence produced by the rotor arm mixes the fibres with the water. Paper makers refer to this mixture of water and fibres as the 'stock', In the pulper large contaminates such as plastic bags are removed.
2. Cleaning
Slivers of plastic, polystyrene balls, staples, ... The remaining stock in the pulper is no where near suitable for the production of graphic board. The removal of these minor contaminates happens through a series of cleaners, screenplates and deflakers. After this process the stock contains 3.5 to 4% fibres.
Board production
1. Headbox
Water is added to the stock until the fibre content reaches 1 to 2 %. This mixture is pumped to the headbox, where the stock is distributed onto a non-stop screen, also known as the ‘wire’.
2. De-watering
It is in the first few metres of the ‘wire’ that the board takes shape. The water disperses, the paper fibres remain behind and bind to each other. To facilitate and speed up de-watering, suction boxes are added to suck water from the stock. At this point the board contains around 70% of water.
3. Pressing
The wet board is transported and compressed between cylinders, where supporting felts soak up and remove the water. Although at first glance the board looks more rigid, it still contains approximately 50% water.
4. Drying
The drying section is the last phase of the de-watering process. The board is conveyed over steam heated cylinders, where high temperatures enable the bulk of the remaining water to evaporate. The vapour is removed by extractors. The final board now contains an average of 93% fibres and 7% water.
Laminating, cutting and packing
1. Laminating
After drying, the board is laminated with liners on both sides in order to increase thickness (Eskaboard, Eskapuzzle, Eskablack) or to give it a coloured or improved surface (Eskamono, Eskaduo, Eskablack Xtra).
Eskaboard, Eskapuzzle and Eskablack are lined on both sides with paper that Eska Graphic Board produces in house on its paper making machines. These liners are made from 100% recovered paper and board.
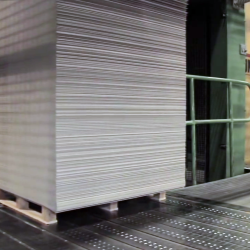
2. Cutting
Now that the board is ready, it is cut to the custumers’ required dimensions. The sheets are then automatically stacked on pallets.
3. Packing street
The pallets travel through the packing section where a label is attached and the pallet is completely shrink wrapped. This protects the board against damage and keeps the moisture content constant.
Eska Graphic Board Production Process
Winners Eska Frog Awards
- Cerovski Print Boutique, Croatia
- Schwartz, Spain
- Zabeel Printing Press, Dubai
- Agria Humán, Hungary
Regional winners Category Books
- Cerovski Print Boutique, Croatia
- RBA Libros, Spain
- Zabeel Printing Press, Dubai
- Sri Manjunatha Printers, India
- Walsworth Publishing, Missouri USA
Regional winners Category Luxury Packaging
- MPS, UK
- Manipulados Fonval, Spain
- Zabeel Printing Press, Dubai
- Papillon Card, Indonesia
- Holum & Sons, Illinois USA
Regional winners Miscellaneous
- Agria Humán, Hungary
- Ets. Rambault, France
- Letterhead Press, Wisconsin USA