If this is your company, CONTACT US to activate Packbase™ software to build your portal.


Companies in the pharmaceutical and health care sector need to configure their business for each market, with the objective of complying with the regulations and limits of the different health systems at an international level. When production constraints, temperature control, compliance and other factors are added, the supply chain becomes very complex and requires a high degree of specialization and professionalism.
Within the sector, companies must reevaluate and evolve their approach to supply chain management in order to address the new challenges facing the industry. Usually, packaging areas are located adjacent to the production area, where a completely aseptic environment must be maintained. Any fragment, regardless of size, can contaminate the health and medical products so the use of wooden pallets -that may contain infections or parasites inside and could give off chips and dust- is not the appropriate choice for high hygiene requirements demanded by this industry.
Ideal equipment for all types of white room applications and asepticized environments
The use of plastic pallets in the pharmaceutical industry enables palletizing in the production areas, ensuring the quality of the product and the process, as well as improving logistics management and optimizing the areas of the production plants. It is also possible to introduce pallets from other suppliers that also use plastic pallets without the risk of contamination or dirt formation while minimizing the maintenance of the facilities within the production area.
"Usually, the packaging areas are located in areas adjacent to the production area, where a completely aseptic environment must be maintained."
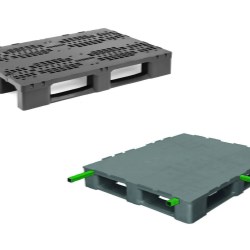
Many types of pallets can be used in the pharmaceutical industry, depending on logistical use:
- Nortpalet customers in the sector rely on products from the company's LOGIC range to carry out the logistics activities between suppliers and customers, ensuring the highest hygiene conditions during the process while optimizing logistics costs, improving order preparation and receiving activities, at the same time as complying with the applicable legislation.
- For pallets that remain captive in the clean rooms, Nortpalet's CLEAN range is usually the most adequate due to the absence of openings and edges that facilitate the washing of the product when necessary.
- In the cases where goods are sent to distant geographical areas and where it is impossible to recover the pallet, many of Nortpalet's customers opt for the BASIC range due to the cost efficiency and simplification of export procedures, in order to avoid possible incidences or issues at customs controls.
See also