Public
 Robinson Capabiities
Robinson Capabiities- Robinson Packaging Catalog
 Robinson Packaging Documents
Robinson Packaging Documents Robinson Packaging Gallery
Robinson Packaging Gallery Robinson Packaging Innovation Videos
Robinson Packaging Innovation Videos Robinson Packaging Locations
Robinson Packaging Locations Robinson Packaging News
Robinson Packaging News- Robinson Packaging Showcase 3D Models
If this is your company, CONTACT US to activate Packbase™ software to build your portal.
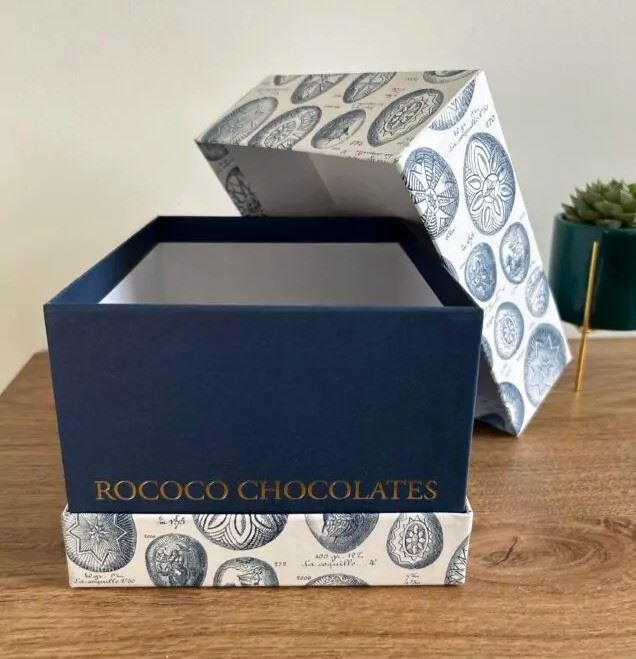

Robinson Paperbox Packaging – the manufacturer specialising in value-added custom packaging – has once again been chosen by Rococo Chocolates to be the supplier of its flagship Easter egg box for 2023.
Rococo, part of the Dimori group, is one if the leading luxury confectionery brands in the UK with retail outlets in London and various concessions in leading UK department stores such as Fenwick’s.
Robinson, who were recently awarded FSC ® certification (Licence code: FSC-C186000) for its Paperbox division, have a produced a rigid shoulder box with internal fitments with a printed satin ribbon to hold the egg in place. The box has been printed in the traditional blue Rococo design inside and out on an uncoated paper. The packaging is 100% recyclable and has no element of plastic in it unlike most other Easter egg boxes on the market.
Rococo chose to add a final sticker to the front of the box to distinguish each design, this allowed them to print the boxes in bulk to gain a more cost-effective price.
Nicola Imoli from Rococo commented “Robinson Paperbox are a perfectly suited partner for our packaging, offering flexible lead times and high-quality boxes made to the highest quality that represent our brand ethos”.
Jon Walker, New Business Development Manager from Robinson said: “We are absolutely delighted to once again partner with this premium producer to offer the ultimate Easter egg gifts. Our creative team and state of the art machinery allow us to produce packaging that matches the deliciously unique chocolate eggs created by Rococo”.
FSC certification ensures that all products produced at Paperbox are sustainable. FSC-managed forests help provide clean air and water by restricting hazardous chemicals and following strict harvesting and forestry practices. Their work also helps ensure a diversity of animals, trees and plants as well as providing safe working conditions for everyone involved.
This further demonstrates the investment that the company is making in its Paperbox business, following a significant investment in its new SATE box-making machine in Chesterfield, with improved quality and a reduced carbon footprint that allows customers to avoid long, complex supply chains from Asia.
Robinson partners with some of the world’s most luxurious brands, from concept to commercialisation, creating widely recyclable packaging made from 100% post-consumer recycled material.
See also























.jpg)